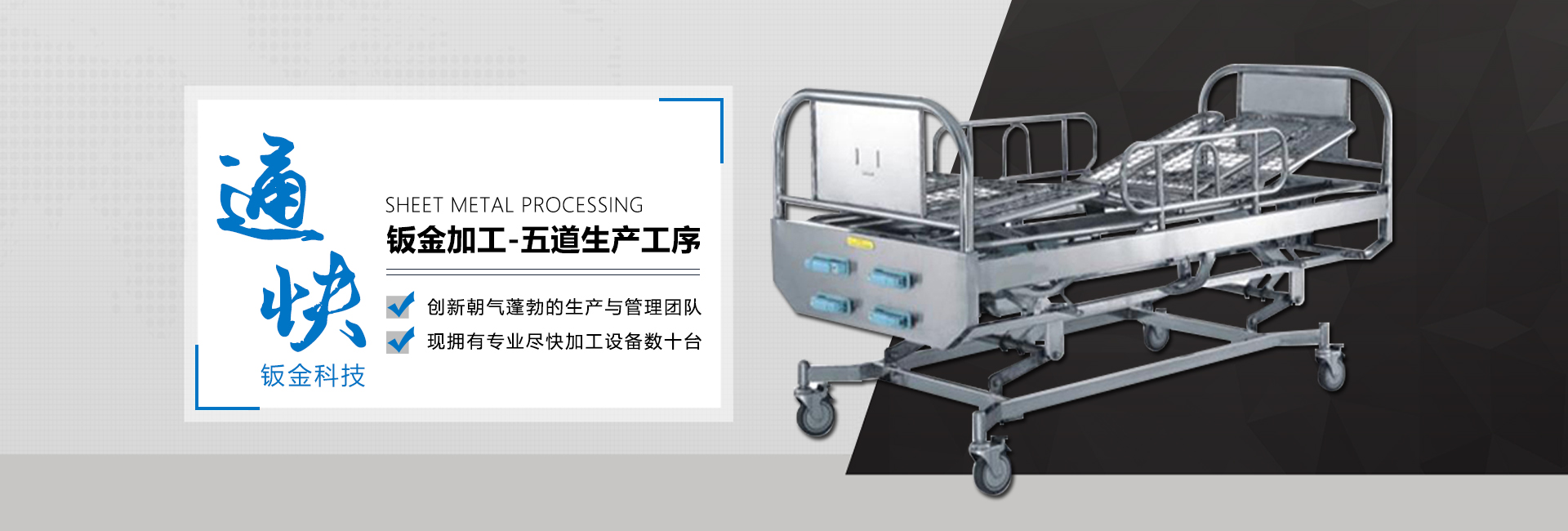






鈑金加工的工藝翻邊攻絲。翻邊又叫抽孔,就是在一個較小的基孔上抽成一個稍大的孔,再在抽孔上攻絲。這樣做可增加其強度,避免滑牙。一般用于板厚比較薄的鈑金加工。當板厚較大時,如2。0、2。5等以上的板厚,我們便可直接攻絲,無須翻邊。沖床加工。一般沖床加工的有沖孔切角、沖孔落料、沖凸包、沖撕裂、抽孔等加工方式,以達到加工目的。其加工需要有相應的模具來完成操作。沖凸包的有凸包模,沖撕裂的有撕裂成形模等。






鈑金常用的材質冷軋板規格范圍:厚度0。25~3。0mm,3。0mm以上材料必須制220mm和250mm兩種規格,長度可依需要裁切任意尺寸。一般為2440mm和2500mm。材料特性:表面呈鐵灰色光澤,表面易刮傷、生銹,加工時須注意保護并快速轉序。熱軋板規格范圍:厚度。4~6。0mm,寬度較大值524mm,一般為250mm或220mm,材料長度可依需要裁切任意尺寸。一般為2500mm或2440mm。材料特性:材料表面呈黑灰色光澤,不易刮傷,但易生銹,加工時須注意去除。適宜做烤漆、噴粉等結構件。

鈑金常用的材質不銹鋼抗大氣、酸、堿、鹽等介質腐蝕作用的不銹耐酸鋼總稱。要達到不銹耐蝕作用,由于合金種類及含量不同,種類繁多。不銹鋼特點:耐蝕好,光亮度好,強度高;有一定彈性;表面處理主要是有時因板材表面質量不高經處理(如拉絲)后可提高表面質量。我司常用為sus20SUS304及SUS36。鍍鋅板鍍鋅板屬于在q235的表面鍍鋅所以名稱鍍鋅板厚度規格0。3~3。0mm,表面鋅花種類有:正常鋅花(Z)光整鋅花(G),小鋅花,光整小鋅花(GX)零鋅花(N),鋅鐵合金(R)。



 在線客服
在線客服 13856998044
13856998044



