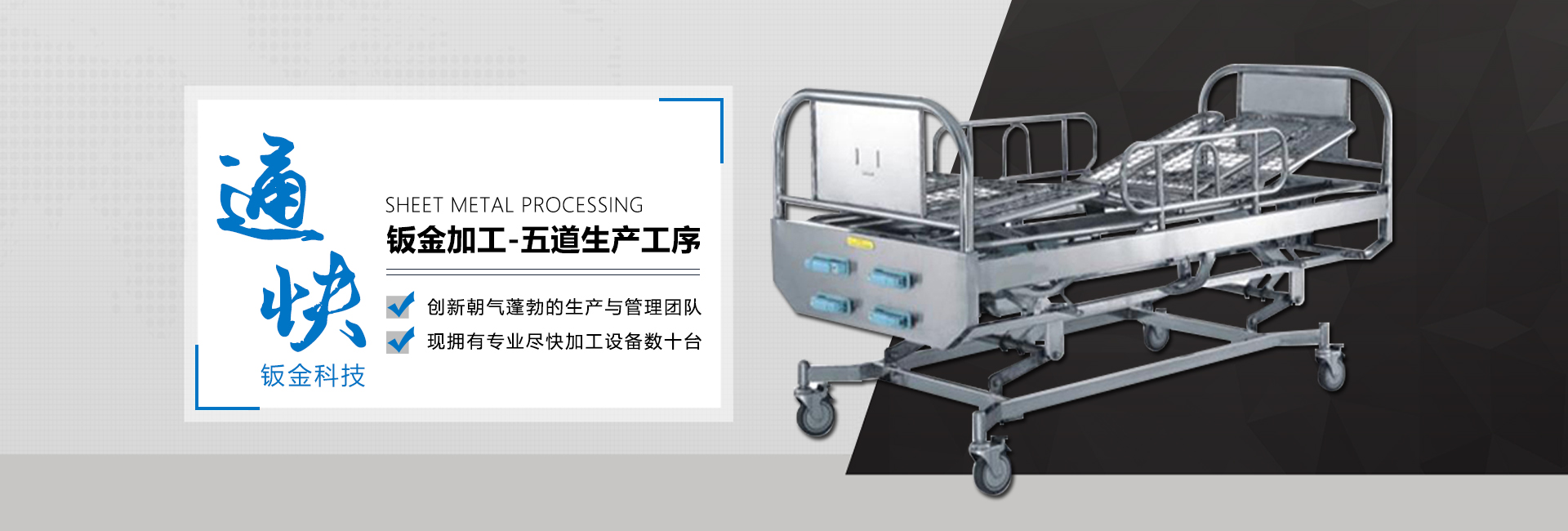





鈑金加工的工藝翻邊攻絲。翻邊又叫抽孔,就是在一個較小的基孔上抽成一個稍大的孔,再在抽孔上攻絲。這樣做可增加其強度,避免滑牙。一般用于板厚比較薄的鈑金加工。當板厚較大時,如2。0、2。5等以上的板厚,我們便可直接攻絲,無須翻邊。沖床加工。一般沖床加工的有沖孔切角、沖孔落料、沖凸包、沖撕裂、抽孔等加工方式,以達到加工目的。其加工需要有相應的模具來完成操作。沖凸包的有凸包模,沖撕裂的有撕裂成形模等。






鈑金加工的工藝焊接。焊接就是將多個零件組焊在一起,達到加工的目的或是單個零件邊縫焊接,以增加其強度。其加工方一般有以下幾種:CO2氣體保護焊、弧焊、點焊、機器人焊接等。這些焊接方式的選用是根據實際要求和材質而定。一般來說CO2氣體保護焊用于鐵板類焊接;弧焊用于鋁板類焊接;機器人焊接主要是在料件較大和焊縫較長時使用。如機柜類焊接,可采用機器人焊接,可節省很多任務時,提高工作效率和焊接質量。

鈑金加工工藝流程你知道多少折彎時要首先要根據圖紙上的尺寸,材料厚度確定折彎時用的刀具和刀槽,避免產品與刀具相碰撞引起變形是上模選用的關鍵(在同一個產品中,可能會用到不同型號的上模),下模的選用根據板材的厚度來確定。其次是確定折彎的先后順序,折彎一般規律是先內后外,先小后大,先特殊后普通。有要壓死邊的工件首先將工件折彎到30°—40°,然后用整平模將工件壓死。




 在線客服
在線客服 13856998044
13856998044



